






UASB厌氧反应器在处理高浓度废水中有着广泛的应用。材质有碳钢、不锈钢、钢砼等多种形式。
上流式厌氧污泥床反应器是一种处理污水的厌氧生物方法,又叫升流式厌氧污泥床,英文缩写UASB(Up-flow Anaerobic Sludge Bed/Blanket)。由荷兰Lettinga教授于1977年发明。
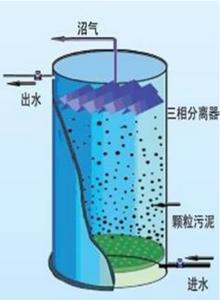
污水自下而上通过UASB。反应器底部有一个高浓度、高活性的污泥床,污水中的大部分有机污染物在此间经过厌氧发酵降解为甲烷和二氧化碳。因水流和气泡的搅动,污泥床之上有一个污泥悬浮层。反应器上部有设有三相分离器,用以分离消化气、消化液和污泥颗粒。消化气自反应器顶部导出;污泥颗粒自动滑落沉降至反应器底部的污泥床;消化液从澄清区出水。UASB 负荷能力很大,适用于高浓度有机废水的处理。运行良好的UASB有很高的有机污染物去除率,不需要搅拌,能适应较大幅度的负荷冲击、温度和pH变化。
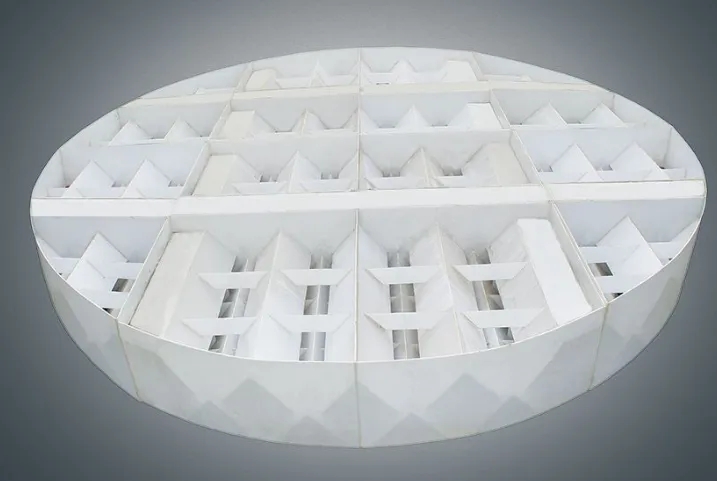
UASB厌氧反应器结构
UASB构造上的特点是集生物反应与沉淀于一体,是一种结构紧凑的厌氧反应器。反应器主要包括以下几个部分:进水和配水系统、反应器的池体和三相分离器。
在UASB反应器中最重要的设备是三相分离器,这一设备安装在反应器的顶部并将反应器分为下部的反应区和上部的沉淀区。为了在沉淀器中取得对上升流中污泥絮体/颗粒的满意的沉淀效果,三相分离器第一个主要的目的就是尽可能有效地分离从污泥床/层中产生的沼气,特别是在高负荷的情况下,在集气室下面反射板的作用是防止沼气通过集气室之间的缝隙逸出到沉淀室,另外挡板还有利于减少反应室内高产气量所造成的液体絮动。反应器的设计应该是只要污泥层没有膨胀到沉淀器,污泥颗粒或絮状污泥就能滑回到反应室(应该认识到有时污泥层膨胀到沉淀器中不是一件坏事。相反,存在于沉淀器内的膨胀的泥层将网捕分散的污泥颗粒/絮体,同时它还对可生物降解的溶解性COD起到一定的去除作用)。只一方面,存在一定可供污泥层膨胀的自由空间,以防止重的污泥在暂时性的有机或水力负荷冲击下流失是很重要的。水力和有机(产气率)负荷率两者都会影响到污泥层以及污泥床的膨胀。UASB系统原理是在形成沉降性能良好的污泥凝絮体的基础上,并结合在反应器内设置污泥沉淀系统使气、液、固三相得到分离。形成和保持沉淀性能良好的污泥(其可以是絮状污泥或颗粒型污泥)是UASB系统良好运行的根本点。
工作原理
UASB反应器废水被尽可能均匀的引入反应器的底部,污水向上通过包含颗粒污泥或絮状污泥的污泥床。厌氧反应发生在废水和污泥颗粒接触的过程。在厌氧状态下产生的沼气(主要是甲烷和二氧化碳)引起了内部的循环,这对于颗粒污泥的形成和维持有利。在污泥层形成的一些气体附着在污泥颗粒上,附着和没有附着的气体向反应器顶部上升。上升到表面的污泥撞击三相反应器气体发射器的底部,引起附着气泡的污泥絮体脱气。气泡释放后污泥颗粒将沉淀到污泥床的表面,附着和没有附着的气体被收集到反应器顶部的三相分离器的集气室。置于 集气室单元缝隙之下的挡板的作用为气体发射器和防止沼气气泡进入沉淀区,否则将引起沉淀区的絮动,会阻碍颗粒沉淀。包含一些剩余固体和污泥颗粒的液体经过分离器缝隙进入沉淀区。
由于分离器的斜壁沉淀区的过流面积在接近水面时增加,因此上升流速在接近排放点降低。由于流速降低污泥絮体在沉淀区可以絮凝和沉淀。累积在三相分离器上的污泥絮体在一定程度上将超过其保持在斜壁上的摩擦力,其将滑回反应区,这部分污泥又将与进水有机物发生反应。
我公司在工程实践的基础上,通过消化吸收国内外先进技术,对传统UASB反应器结构进行改革与创新,并在高浓度有机废水的处理上达到国际高级水平,先后应用于大型淀粉厂、生物制药厂(阿维菌素、维生素、青霉素等),工艺设计先进,设备处理废水能力强、能耗低、运行费用低、产气量高,每公斤COD可产气0.58-0.6m3,远远超过0.35的理论值,厌氧污泥全部颗粒化,较好地解决了厌氧反应器UASB中高浓度有几废水中三相分离,酸化控制,高效颗粒污泥产生技术等难点,具有广泛的应用前景。
附属设备
1、剩余沼气燃烧器
一般不允许将剩余沼气向空气中排放,以防污染大气。在确有剩余沼气无法利用时,可安装余气燃烧器将其烧掉。燃烧器应装在安全地区,并应在其前安装阀门和阻火器。剩余气体燃烧器,是—种安全装置,要能自动点火和自动灭火。剩余气体燃烧器和消化池盖、或贮气柜之间的距离,一般至少需要15m,并应设置在容易监视的开阔地。
2、保温加热设备
厌氧消化像其他生物处理工艺一样受温度影响很大,厌氧工艺受温度影响更加显著。中温厌氧消化的最优温度范围从30~35℃,可以计算在20℃和10℃的消化速率大约分别是30℃下最大值的35%和12%。所以,加温和保温的重要性是不言而喻的。如果工厂或附近有可利用的废热或者需要从出水中间收效量,则安装热交换器是必要的。
3、监控设备
为提高厌氧反应器的运行可靠性,必须设置各种类型的计量设备和仪表,如控制进水量、投药量等计量设备和pH计(酸度计)、温度测量等自动化仪表。自动计量设备和仪表是自动控制的基础。对UASB反应器实行监控的目的主要有两个,一个是了解进出水的情况,以便观测进水是否满足工艺设计情况;另外一个目的是为了控制各工艺的运行,判断工艺运行是否正常。由于UASB反应器的特殊性还要增加一些检测项目,如挥发性有机酸(VFA)、碱度和甲烷等。但是,这些设备属于标准设备,一些设备还很难形成在线的测量和控制。
部 分 工 程 案 例

